单元生产方式的介绍
/////////// 爱知机械工业株式会社使用案例 ////////////
1.AGV与单元生产
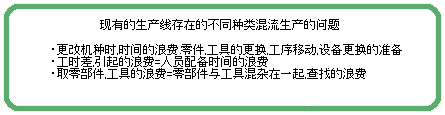
本司的发动机,T/A组装线,因为是批量生产,用的是轨道线进行生产. 但是,随着时间的推移,产品种类的增加,在同一生产线混流生产的浪费就非常明显.
采取分开组装时间相差很大的不同品种,与台数较少的非批量生产品种,剩下的批量生产品种可以放在生产性高的生产线上组装,另外,也同时推进了与批量生产线同样的生产效率
结果,非批量生产线
・一个也可以生产,取消了更改生产线的浪费
・适应生产量的变动
・每个操作者都可以操作,人性化生产线
・低价格,柔性的生产线
为概念,使用简易型无人搬运车,建立了单元生产线,在这里进行介绍.
2.采用简易AGV的组装线
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 单元生产(一个人完成)组装线的构建 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 采用非批量生产线,有利于生产台数变动大,有工时差的机种,但也存在着缺点.通过采用巡回方式,将单元生产的缺点控制到最小,方便了基本资料的管理,自动化的扩建. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| AGV与自动设备之间的停位精度高的话,是不需要很多的功能,这次采用的是基本式样,50万日元的低价格的简易型. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


3.非批量生产组装线案例
1)构建T/A非批量生产线・・・ 零部件配选~到成品检测,实行一贯性生产
在新配套件生产时,组装前后工序的齿轮零部件(13种)的选件(配件)工序与测试工序,采用了内线化,通过AGV彻底实现了单人组装化,单独生产的少人化.生产线.
(从功能不同到产品不同的生产线)
 |
2)构建ENG非批量生产线・・・ 采用AGV自动防止失误
对于新设的生产线上的产品,多种少量,每台作业工时差距大,且担当工程范围广泛.在此情况下,品质保证上采用了自动防止失误系统. 自动防止失误系统与AGV启动控制相连接,除了可以正常完成作业外,因为采用了防止AGV自动启动功能,与轨道线一样,可以自动防止失误.
 |
 |
| 自动防止失误系统管理箱 | 启动控制感应器 |
3)构建CVT组装线・・・通过装有的治具的脱挂,实现与自动设备的连接.
| 在设置此新的生产线时,从防范高难度作业与品保角度分析,中间工程的压入作业不允许使用振动工具,要求用压力机来操作.采用简易型AGV, 可以将治具独立,从AGV滑入到压入机,不需要物料脱挂,就可以使用自动机. |
 |
| 从设备转运到AGV的作业 |
4.组装以外的AGV使用改善案例
1)T/A批量生产线的搬运改善
通过使用AGV原有的功能,作为工序间搬运,针对T/A的批量生产线,在编制不平衡的工序间,通过移动边线作业,削减编制的浪费.
2)齿轮加工(加工~热处理~加工)
齿轮加工是由生加工→(入炉)→成型加工组成、加工与热处理之间,通过AGV搬运,并确保了调节节拍.
3)铸造工厂(LPC注入热水~冷却~成型)
在恶劣环境的铸造工厂,进行鋳造工程~冷却工程~成型工程之间的搬运.
为了驱除在高温,地面零散沙粒,采用了带有清扫功能的AGV.
6.为了明天的改善
・创造作业员工没有压力的作业环境
・即使是小批量生产,也能够达到与批量生产的同等高效率生产,并且库存少
・低成本
为了实现以上的生产线,正在不停地改善.
![]()