Introduction of Cell production
/////////// A case in AICHI MACHINE INDUSTRY Co.,LTD. ////////////
1.AGV and the cell production
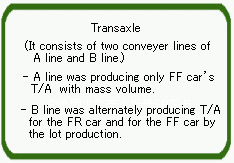
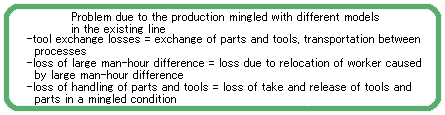
Since our engines (ENG) and transaxles (T/A) are the products for mass market, we had been assembling them by the conveyer lines. However, the variation of the products increased as the history was piled up, and the losses due to combined production in a same line has been actualized.
Then, diverse models with large man-hour difference and low-volume production model were separated from the mass production model, and the mass production model was moved to a line with high productivity. At the same time, we pursued a profitable, non-mass production line no way inferior to the mass production line.
As a result, we were able to construct the cell-production line with simple Auto Guided Vehicle (AGV) based on below concepts.
The non-mass production line must be
・no losses related to the structure of the line, even the production models are not consistent:
・flexible about volume changes:
・ easy to handle for everyone and human friendly:
・ low-priced and flexible.
- We hereto introduce it.
2.What is the assembly line by simple AGV?
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Construction of cell production (one person conclusion) assembly line | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| While the advantage of the cellular manufacturing is generally large because the models with large man-hour difference are manufactured in the line of the non-mass production, there is a disadvantage, too. The disadvantage of the cell production was minimized by using AGV, and the round method that enhances the pace-management and the self-operation was adopted. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Multifunctional AGV is not necessary, as long as the automatic machine has the stop position accuracy. Therefore a low-priced, simple typed AGV around 500,000 yen with the basic specification was adopted this time. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.A case with non-mass production assembly line
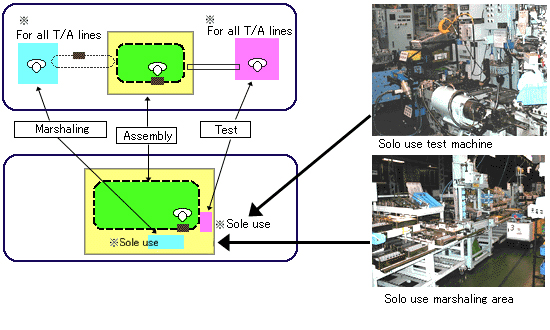
1)Launching of T/A non-mass production line ・・・ The AGV is used from Parts collection to finish test throughout the processes.
When the line of a new unit was set up, even picking
(part collection) process of the gear parts (13 parts) and test process that falls
on the process before and after assembly were incorporated in the line. Then a
one-person conclusion by AGV was advanced, and it was able to be a line saved
labor, processed one by one.
(From the layout based on the function to the layout based on the products.
)
 |
2)Launching of ENG non-mass production line ・・・ Introduction of defect-free (Poka-yoke) line
regulated by AGV
The target product is with many kinds, small volume, large man-hour and variety of processes. In such case, a defect-free system is absolutely necessary from the point of view of the quality assurance. So, a regulated, not human-attention typed defect-free was adopted for the new line.
 |
 |
| defect-free management BOX | Start restriction sensor |
3)
Launching of CVT assembly
line ・・・connection with automatic machine by making
detachable of the assembly jig
| When this new line was set up, the press-fitting work in the middle process was demanded to do by press-fitting press, not by vibration tool from the point of view of both the accident and the quality. To fit this process in the simple type AGV, receiving jig was separated from AGV and made it easy to slide into the press-fitting press from AGV. By doing so, the automatic machine became to be able to work without attaching and detaching. |  |
| Moving the jig from equipment to AGV |
4.Improvement using AGV for the rest of assembly
1)Transportation improvement at T/A mass production line
By using AGV as a transporter between processes that means the basic function of AGV, the sub works in the mass production line of T/A, were moved among the processes to balance the organization of job and reduce the loss of organization.
2)Gear processing (processing -- heat-treatment --
processing)
Gear processing consists of processing before
heat-treatment, heat-treatment and processing after heat-treatment. AGV was
borne a function to adjust the takt time by running between these processes.
3)Foundry (LPC casting- cooling - finishing)
In the foundry of a bad environment, the work is
transported between casting process, cooling process and finishing process. To
cover the condition that the work is very hot and core sands are scattered, the
AGVs with sweeping function were adopted.
5.Introduction of AGV used this time
6.Aiming at the improvement for tomorrow
・Working environment that doesn't give worker stress
・The stock in the line is small due to the high productive efficiency like average mass production, even it is non-mass production.
・It doesn't dig into one's purse.
The improvement is advanced aiming at such a line now.
![]()