

1.AGV与单元生产
本司的发动机,T/A组装线,因为是批量生产,用的是轨道线进行生产.
但是,随着时间的推移,产品种类的增加,在同一生产线混流生产的浪费就非常明显.
采取分开组装时间相差很大的不同品种,与台数较少的非批量生产品种,
剩下的批量生产品种可以放在生产性高的生产线上组装,
另外,也同时推进了与批量生产线同样的生产效率结果,非批量生产线
- ・用1个放流没有组成损失
- ・对台数变动强
- ・在谁也有,向(到)人和善
- ・以低价格低成本的flexible线
因为所说的根据的理念,能构筑由活用简易型的无人搬送车(AGV)的单元式生产方式的线,介绍那个。
2.所谓由简易AGV的流水作业装配线
细胞生产(一人完成)流水作业装配线的构筑
为了非批量生产的线,台数变动也很大地存在工时差的机种也流产,一般地单元式生产方式的好处大,不过也有,缺点。通过使用AGV的,要细胞生产的缺点最小,步调管理,智慧自动化的扩张能采用了容易的巡回方式。
| 轨道 方式 (一个人1个工序) |
单元生产 | ||||
| 分割方式 (部分巡回) |
巡回方式 (巡回) |
一人方式 (工作台) |
|||
| 浪费 |
组建効率 |
▲ |
○ | ◎ | ◎ |
|
零部件工具管理 |
○ | ○ | ○ | ▲ | |
| 更换机种 | ▲ | ▲ | ○ | ○ | |
| 操作熟练度 | ○ | ○ | ▲ | ▲ | |
| 互相支援 | ○ | ○ | ▲ | ▲ | |
| 自动化的简易性 | ○ | ○ | ○ | ▲ | |
| 设备費用(I・C) | ○ | ○ | ○ | ▲ | |
| 柔软性 | ▲ | ○ | ◎ | ◎ | |
| 生产变动适应性 | ▲ | ○ | ◎ | ◎ | |
| 最佳生产 | 生产量 | 多 ←←←←←←← 少 | |||
| 机种数 | 少 →→→→→→→ 多 | ||||
| 实际工作数 | 多 ←←←←←←← 少 | ||||
AGV与自动设备之间的停位精度高的话,是不需要很多的功能,这次采用的是基本式样,50万日元的低价格的简易型.
3.非批量生产组装线案例
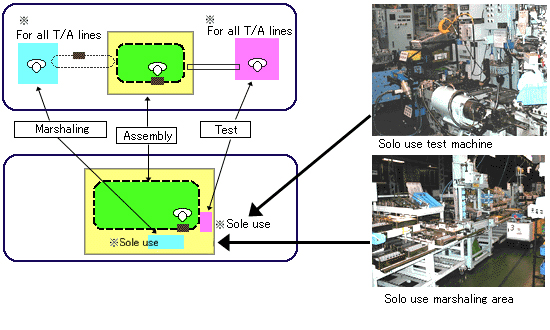
1)构建T/A非批量生产线・・・ 零部件配选~到成品检测,实行一贯性生产
在新配套件生产时,组装前后工序的齿轮零部件(13种)的选件(配件)工序与测试工序,采用了内线化,通过AGV彻底实现了单人组装化,单独生产的少人化.生产线.
(从功能不同到产品不同的生产线)
2)建ENG非批量生产线・・・ 采用AGV自动防止失误
对于新设的生产线上的产品,多种少量,每台作业工时差距大,且担当工程范围广泛.在此情况下,品质保证上采用了自动防止失误系统. 自动防止失误系统与AGV启动控制相连接,除了可以正常完成作业外,因为采用了防止AGV自动启动功能,与轨道线一样,可以自动防止失误.
 |
|
| 自动防止失误系统管理箱 | 启动控制感应器 |

3)构建CVT组装线・・・通过装有的治具的脱挂,实现与自动设备的连接.
4.组装以外的AGV使用改善案例
1)T/A批量生产线的搬运改善
通过使用AGV原有的功能,作为工序间搬运,针对T/A的批量生产线,在编制不平衡的工序间,通过移动边线作业,削减编制的浪费.
2)齿轮加工(加工~热处理~加工)
ギ齿轮加工是由生加工→(入炉)→成型加工组成、加工与热处理之间,通过AGV搬运,并确保了调节节拍.
3)铸造工厂(LPC注入热水~冷却~成型)
在恶劣环境的铸造工厂,进行鋳造工程~冷却工程~成型工程之间的搬运.
为了驱除在高温,地面零散沙粒,采用了带有清扫功能的AGV.
5.这次使用AGV的介绍
6.为了明天的改善
・创造作业员工没有压力的作业环境
・即使是小批量生产,也能够达到与批量生产的同等高效率生产,并且库存少
・低成本为了实现以上的生产线,正在不停地改善.
|
在设置此新的生产线时,从防范高难度作业与品保角度分析, 中间工程的压入作业不允许使用振动工具,要求用压力机来操作. 采用简易型AGV,可以将治具独立,从AGV滑入到压入机, 不需要物料脱挂,就可以使用自动机. |
 |
| 从设备转运到AGV的作业 | |



